上海圣起包装机械有限公司,是集研发、设计、生产制造、销售服务于一体的自动化高新科技企业。企业成立于2004年,注册资本1000万元,总占地面积约15000平方。 企业发展二十余年以来,一直专注于自动化设备这一朝阳行业,致力于为制药、食品、日化、化工、物流、仓储等行业提供一站式智能包装解决方案。服务用户覆盖全国各省市以及海内外,产品远销全球,2024 年度总产值9000万。
立足于制药、化工、医疗器械、食品、文具等领域
订购咨询热线:晁经理:13816782407
全自动装盒机 内页插..
开装封码垛生产线
码垛机器人 国产装箱..
液体灌装线
全自动数粒生产线 数..
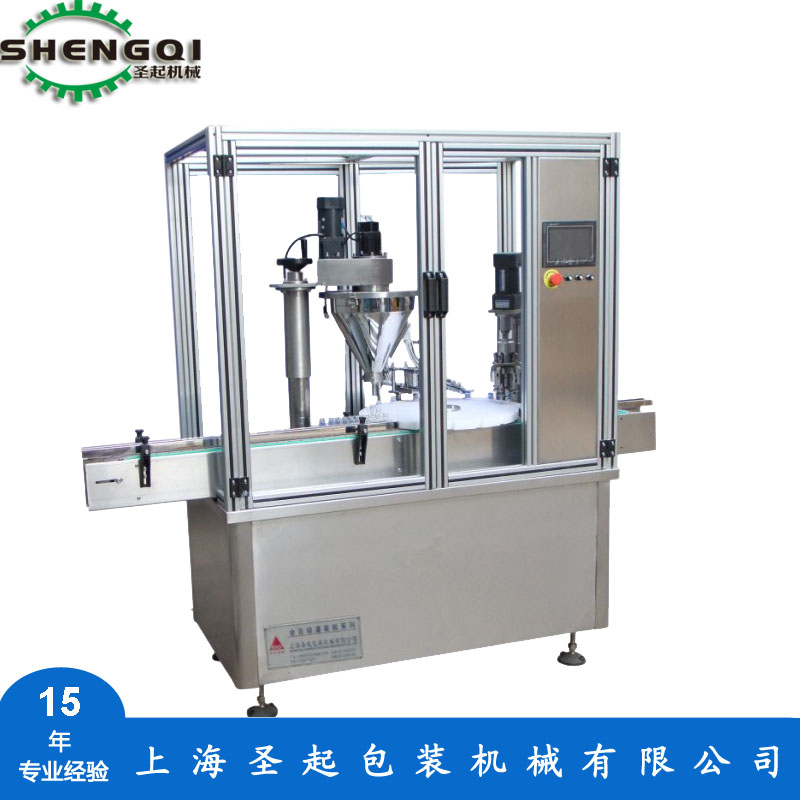
自动灌装旋盖机
液体灌装机
试剂灌装机
粉末灌装线
采血针贴标机
病毒采样管灌装机
全自动开箱机 纸箱开..
全自动立式开箱机
电磁感应铝箔封口机
厂家生产装配机器人 ..
冲压上下料机器人 四..
电子行业水平多关节..
全自动理瓶机箱式理..
上下料机器人 机器人..
粉末灌装机 奶粉灌装..
全自动栋存管灌装、..
扫一扫加好友
微信公众号
地址:上海市金山工业区夏宁路818号
联系人:晁经理
邮箱:sqpack@126.com
咨询热线:1381678240713816782407
首页
服务分类
热线电话
在线咨询